豊富な造形素材:主な造形材料の特徴
| 造形方式 | 主な造形材料 |
|---|---|
| 材料押出堆積法/熱溶解積層法(FDM) | |
| 粉末焼結積層造形(SLS) | |
| HP Multi Jet Fusion テクノロジー | |
| 光造形(SLA) | |
| マテリアルジェッティング(MJ) |
材料押出堆積法/熱溶解積層法(FDM)
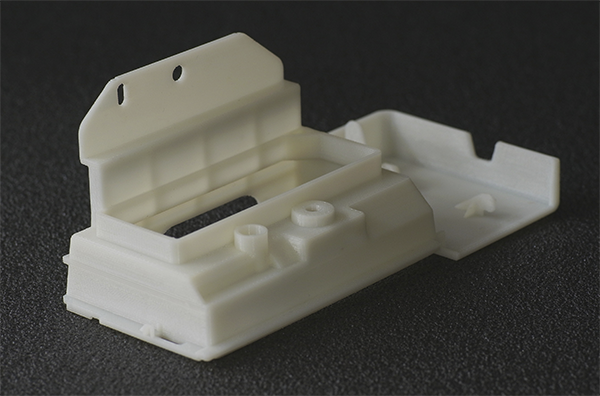
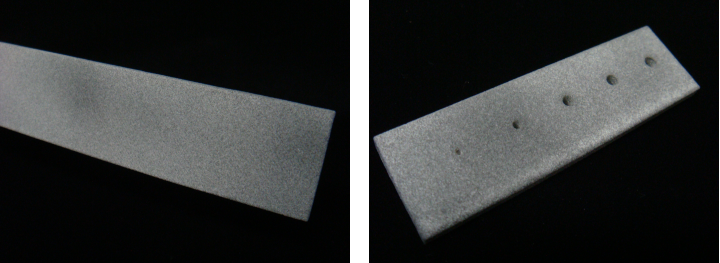
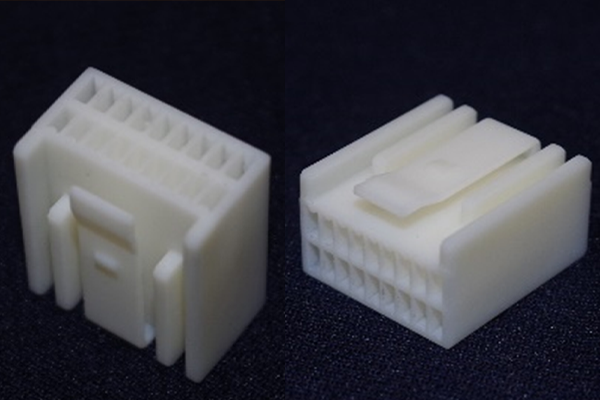
ABS-M30:汎用ABS
ABS樹脂は電化製品の外装部品などに広く使われている汎用熱可塑性樹脂です。
剛性・耐衝撃性・疲労強度などのバランスがよく、塗装などの後加工もしやすいのが特徴です。耐候性・耐薬品性はあまり高くありません。
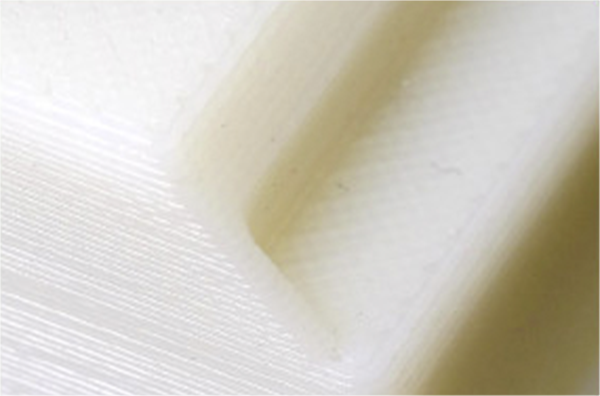 〔部分拡大〕
〔部分拡大〕
| 対応積層ピッチ | 0.127 / 0.178 / 0.254 / 0.330 [mm]
※造形する装置によって異なります。 |
|---|---|
| カラー | アイボリー / ホワイト / ブラック / レッド / ブルー |
| サポート材 | ソリュブル(可溶性) |
| 中空構造 | 可能
※サポート材を取り除くため直径5mm以上の穴が必要となります。 ※モデルの形状次第では、中空内のサポート材が除去しきれない場合もあります。 |
| 再現可能な最小形状寸法 | 積層ピッチ0.127mmの場合:約0.6mm以上
積層ピッチ0.254mmの場合:約1.0mm以上 ※リブの高さや穴の深さによっては、再現できないケースがあります。 |
| 質感/感触 | ・積層方向の網模様が目立ちやすく、滑らかな表面は作れません。
・曲面上に積層段差による木目のような模様が出ることがあります。 |
| 応用分野 | 簡易治具、形状確認、機能試作 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・積層方向の強度が他の方向に比べて弱くなります。薄壁・スナップフィット形状を設ける際は造形の向きにご注意ください。
・最小寸法付近では、内側に微小な隙間が発生し強度が低下することがあります。
・密閉性が無いため、液体や圧縮空気を通す用途には向きません。造形物の壁から染み出しや漏れが発生します。
ABS-M30i:生体適合性ABS
ABS-M30と同等の材料で、機能プロトタイプやツーリング、ガンマやエチレンオキサイドで滅菌できる完成品を造形します。
充分な機械的強度を有しており、ISO 10993およびUSPクラスVIに準拠しています。

| 対応積層ピッチ | 0.127 / 0.178 / 0.254 / 0.330 [mm]
※造形する装置によって異なります。 |
|---|---|
| カラー | アイボリー |
| サポート材 | ソリュブル(可溶性) |
| 中空構造 | 可能
※サポート材を取り除くため直径5mm以上の穴が必要となります。 ※モデルの形状次第では、中空内のサポート材が除去しきれない場合もあります。 |
| 再現可能な最小形状寸法 | 積層ピッチ0.127mmの場合:約0.6mm以上
積層ピッチ0.254mmの場合:約1.0mm以上 ※リブの高さや穴の深さによっては、再現できないケースがあります。 |
| 質感/感触 | ・積層方向の網模様が目立ちやすく、滑らかな表面は作れません。
・曲面上に積層段差による木目のような模様が出ることがあります。 |
| 応用分野 | 簡易治具、形状確認、機能試作 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・積層方向の強度が他の方向に比べて弱くなります。薄壁・スナップフィット形状を設ける際は造形の向きにご注意ください。
・最小寸法付近では、内側に微小な隙間が発生し強度が低下することがあります。
・密閉性が無いため、液体や圧縮空気を通す用途には向きません。造形物の壁から染み出しや漏れが発生します。
ABS-ESD7:静電気拡散性ABS
ABS-ESD7は静電気を逃がしやすい性質のため、粉末、粉塵やミストの存在下での用途に最適です。
| 対応積層ピッチ | 0.178 / 0.254 [mm]
※造形する装置によって異なります。 |
|---|---|
| カラー | ブラック |
| サポート材 | ソリュブル(可溶性) |
| 中空構造 | 可能
※サポート材を取り除くため直径5mm以上の穴が必要となります。 ※モデルの形状次第では、中空内のサポート材が除去しきれない場合もあります。 |
| 再現可能な最小形状寸法 | 積層ピッチ0.178mmの場合:約0.6mm以上
積層ピッチ0.254mmの場合:約1.0mm以上 ※リブの高さや穴の深さによっては、再現できないケースがあります。 |
| 質感/感触 | ・積層方向の網模様が目立ちやすく、滑らかな表面は作れません。
・曲面上に積層段差による木目のような模様が出ることがあります。 |
| 応用分野 | 簡易治具、形状確認、機能試作 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・積層方向の強度が他の方向に比べて弱くなります。薄壁・スナップフィット形状を設ける際は造形の向きにご注意ください。
・最小寸法付近では、内側に微小な隙間が発生し強度が低下することがあります。
・密閉性が無いため、液体や圧縮空気を通す用途には向きません。造形物の壁から染み出しや漏れが発生します。
ASA:耐候性樹脂
ASAは、ABSのブタジエン成分をアクリレートに置換えた汎用熱可塑性樹脂で、基本特性はABSに似ています。
ABSと比較して耐候性が改善されているため、屋外の使用により適しており、またABS同等以上の機械的特性を備えた材料です。

| 対応積層ピッチ | 0.127 / 0.178 / 0.254 / 0.330 [mm]
※造形する装置によって異なります。 |
|---|---|
| カラー | アイボリー |
| サポート材 | ソリュブル(可溶性) |
| 中空構造 | 可能
※サポート材を取り除くため直径5mm以上の穴が必要となります。 ※モデルの形状次第では、中空内のサポート材が除去しきれない場合もあります。 |
| 再現可能な最小形状寸法 | 積層ピッチ0.127mmの場合:約0.6mm以上
積層ピッチ0.254mmの場合:約1.0mm以上 ※リブの高さや穴の深さによっては、再現できないケースがあります。 |
| 質感/感触 | ・積層方向の網模様が目立ちやすく、滑らかな表面は作れません。
・曲面上に積層段差による木目のような模様が出ることがあります。 |
| 応用分野 | 簡易治具、形状確認、機能試作 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・ABSと比較してややマット調な仕上がりとなります。
・積層方向の強度が他の方向に比べて弱くなります。薄壁・スナップフィット形状を設ける際は造形の向きにご注意ください。
・最小寸法付近では、内側に微小な隙間が発生し強度が低下することがあります。
・密閉性が無いため、液体や圧縮空気を通す用途には向きません。造形物の壁から染み出しや漏れが発生します。
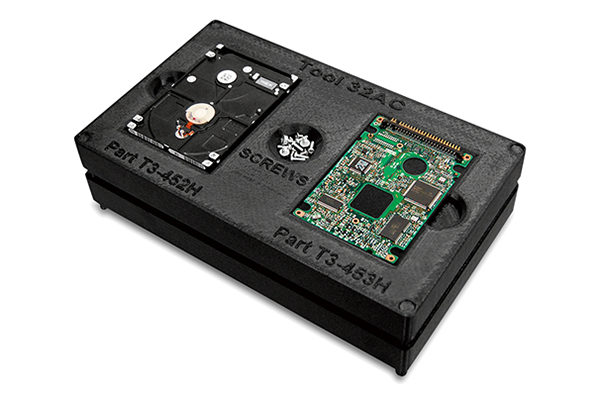
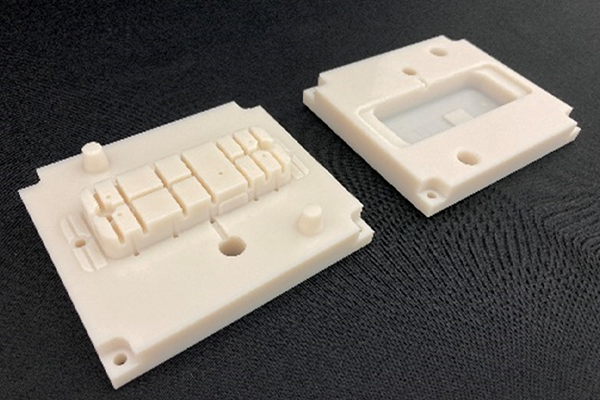
PC-ABS:耐衝撃・高張力樹脂
PC-ABSはエンジニアリングプラスチックとして電化製品や自動車部品などに一般に用いられています。
PCの強度・耐熱性とABSの柔軟性を程よく兼ね備えています。素材色は黒のみとなります。
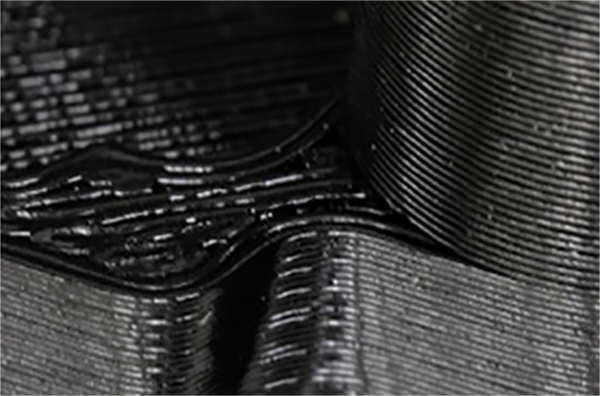 〔部分拡大〕
〔部分拡大〕
| 対応積層ピッチ | 0.127 / 0.178 / 0.254 / 0.330 [mm]
※造形する装置によって異なります。 |
|---|---|
| カラー | ブラック |
| サポート材 | ソリュブル(可溶性) |
| 中空構造 | 可能
※サポート材を取り除くため直径5mm以上の穴が必要となります。 ※モデルの形状次第では、中空内のサポート材が除去しきれない場合もあります。 |
| 再現可能な最小形状寸法 | 積層ピッチ0.127mmの場合:約0.6mm以上
積層ピッチ0.254mmの場合:約1.0mm以上 ※リブの高さや穴の深さによっては、再現できないケースがあります。 |
| 質感/感触 | ・積層方向の網模様が目立ちやすく、滑らかな表面は作れません。
・曲面上に積層段差による木目のような模様が出ることがあります。 |
| 応用分野 | 簡易治具、形状確認、機能試作 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・ABSと比較して表面がやや粗い仕上がりとなります。
・造形材料自体に溶解する成分を含むため、長時間の溶解ができずサポート除去が不十分となる可能性が有ります。
・積層方向の強度が他の方向に比べて弱くなります。薄壁・スナップフィット形状を設ける際は造形の向きにご注意ください。
・最小寸法付近では、内側に微小な隙間が発生し強度が低下することがあります。
・密閉性が無いため、液体や圧縮空気を通す用途には向きません。造形物の壁から染み出しや漏れが発生します。
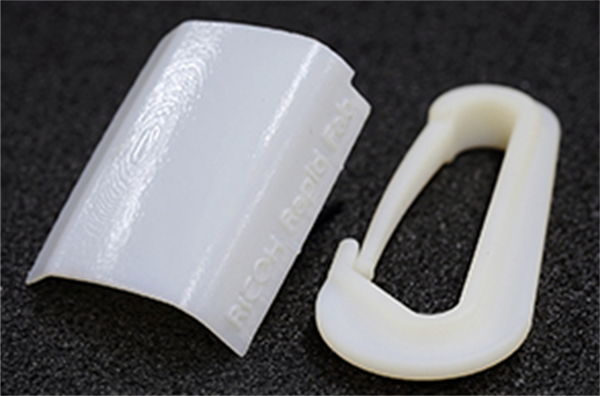
Nylon12 :FDM ナイロン12
高い靭性と優れた耐疲労特性を有する材料であり、繰り返し開け閉めする部材やスナップフィット等の造形に適しています。
SLSのPA12(ナイロン12)よりも、平板形状等での反りや歪みが発生し難いという特徴もあります。
但し、刻印文字のような細かい形状は、きれいに造形できない可能性があります。

| 対応積層ピッチ | 0.178 / 0.254 / 0.330 [mm] |
|---|---|
| カラー | 黒 |
| サポート材 | ソリュブル(可溶性) |
| 中空構造 | 可能
※サポート材を取り除くため直径5mm以上の穴が必要となります。 ※モデルの形状次第では、中空内のサポート材が除去しきれない場合もあります。 |
| 再現可能な最小形状寸法 |
積層ピッチ0.254mmの場合:約1.0mm以上
※リブの高さや穴の深さによっては、再現できないケースがあります。 |
| 質感/感触 | ・積層方向の網模様が目立ちやすく、滑らかな表面は作れません。
・曲面上に積層段差による木目のような模様が出ることがあります。 |
| 応用分野 | 簡易治具、形状確認、機能試作 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・ABSと比較して表面がやや粗い仕上がりとなります。
・密閉性が無いため、液体や圧縮空気を通す用途には向きません。造形物の壁から染み出しや漏れが発生します。
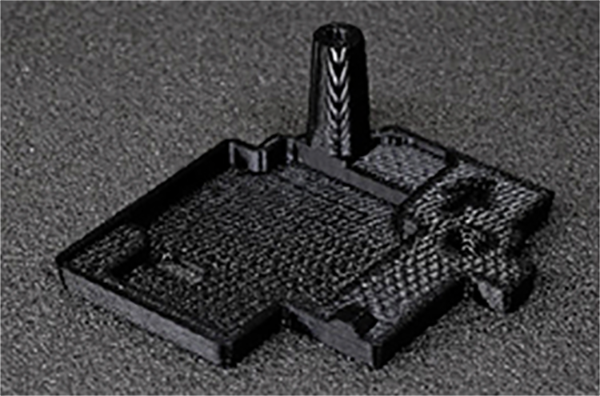
Nylon12CF:FDM ナイロン12+カーボンファイバー
Nylon12にカーボンファイバーを組み合わせた材料で、高い剛性及び曲げ強度を有します。
大きな力が作用しても変形させたくない部品に適しております。
但し、刻印文字のような細かい形状は、きれいに造形できない可能性があります。

| 対応積層ピッチ | 0.254 [mm] |
|---|---|
| カラー | 黒 |
| サポート材 | ソリュブル(可溶性) |
| 中空構造 | 可能
※サポート材を取り除くため直径5mm以上の穴が必要となります。 ※モデルの形状次第では、中空内のサポート材が除去しきれない場合もあります。 |
| 再現可能な最小形状寸法 |
約1.0mm以上
※リブの高さや穴の深さによっては、再現できないケースがあります。 |
| 質感/感触 | ・積層方向の網模様が目立ちやすく、滑らかな表面は作れません。
・曲面上に積層段差による木目のような模様が出ることがあります。 |
| 応用分野 | 簡易治具、形状確認、機能試作 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・ABSと比較して表面がやや粗い仕上がりとなります。
・密閉性が無いため、液体や圧縮空気を通す用途には向きません。造形物の壁から染み出しや漏れが発生します。
PC(ポリカーボネート):高張力樹脂
PCはエンジニアリングプラスチックの中でも特に耐久性に優れた材料です。精密機器や自動車部品などによく使われています。
耐熱や耐候性にも比較的優れたタフな材料で、厳しい環境下での試作や治具などに適しています。

| 対応積層ピッチ | 0.178 / 0.254 / 0.330 [mm]
※造形する装置によって異なります。 |
|---|---|
| カラー | ホワイト |
| サポート材 | ブレークアウェイ |
| 中空構造 | 不可
※サポート材を手作業で除去する為、工具の届かない範囲はサポート材を除去することができません。 |
| 再現可能な最小形状寸法 | 積層ピッチ0.178mmの場合:約0.6mm以上
積層ピッチ0.254mmの場合:約1.0mm以上 ※リブの高さや穴の深さによっては、再現できないケースがあります。 |
| 質感/感触 | ・積層方向の網模様が目立ちやすく、滑らかな表面は作れません。
・曲面上に積層段差による木目のような模様が出ることがあります。 |
| 応用分野 | 簡易治具、形状確認、機能試作 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・ABSと比較して表面がやや粗い仕上がりとなります。
・手作業によるサポート除去(ブレークアウェイ)となるため、形状によってはサポート除去が不十分となる可能性が有ります。
・積層方向の強度が他の方向に比べて弱くなります。薄壁・スナップフィット形状を設ける際は造形の向きにご注意ください。
・最小寸法付近では、内側に微小な隙間が発生し強度が低下することがあります。
・密閉性が無いため、液体や圧縮空気を通す用途には向きません。造形物の壁から染み出しや漏れが発生します。
PC-ISO:生体適合性高張力樹脂
PC-ISOは生体適合性のあるポリカーボネート材です。
ガンマとエチレンオキサイドで滅菌可能であり、ISO 10993およびUSPクラスVIに準拠しています。

| 対応積層ピッチ | 0.178 / 0.254 / 0.330 [mm]
※造形する装置によって異なります。 |
|---|---|
| カラー | ホワイト |
| サポート材 | ブレークアウェイ |
| 中空構造 | 不可
※サポート材を手作業で除去する為、工具の届かない範囲はサポート材を除去することができません。 |
| 再現可能な最小形状寸法 | 積層ピッチ0.178mmの場合:約0.6mm以上
積層ピッチ0.254mmの場合:約1.0mm以上 ※リブの高さや穴の深さによっては、再現できないケースがあります。 |
| 質感/感触 | ・積層方向の網模様が目立ちやすく、滑らかな表面は作れません。
・曲面上に積層段差による木目のような模様が出ることがあります。 |
| 応用分野 | 簡易治具、形状確認の試作 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・ABSと比較して表面がやや粗い仕上がりとなります。
・手作業によるサポート除去(ブレークアウェイ)となるため、形状によってはサポート除去が不十分となる可能性が有ります。
・積層方向の強度が他の方向に比べて弱くなります。薄壁・スナップフィット形状を設ける際は造形の向きにご注意ください。
・最小寸法付近では、内側に微小な隙間が発生し強度が低下することがあります。
・密閉性が無いため、液体や圧縮空気を通す用途には向きません。造形物の壁から染み出しや漏れが発生します。
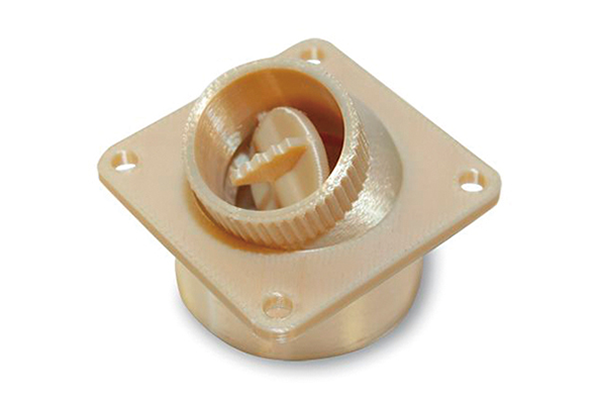
ULTEM9085:耐熱耐静電気ポリエーテルイミド(PEI)
耐久・耐熱・耐薬品に非常に優れたスーパーエンジニアリングプラスチックです。
3Dプリンターで製造された部品が航空機などの実用部品として採用されています。
| 対応積層ピッチ | 0.254 / 0.330 [mm]
※造形する装置によって異なります。 |
|---|---|
| カラー | タン |
| サポート材 | ブレークアウェイ |
| 中空構造 | 不可
※サポート材を手作業で除去する為、工具の届かない範囲はサポート材を除去することができません。 |
| 再現可能な最小形状寸法 | 積層ピッチ0.254mmの場合:約1.0mm以上
※リブの高さや穴の深さによっては、再現できないケースがあります。 |
| 質感/感触 | ・積層方向の網模様が目立ちやすく、滑らかな表面は作れません。
・曲面上に積層段差による木目のような模様が出ることがあります。 |
| 応用分野 | 簡易治具、形状確認、高機能試作 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・ABSと比較して表面がやや粗い仕上がりとなります。
・手作業によるサポート除去(ブレークアウェイ)となるため、形状によってはサポート除去が不十分となる可能性が有ります。
・積層方向の強度が他の方向に比べて弱くなります。薄壁・スナップフィット形状を設ける際は造形の向きにご注意ください。
・最小寸法付近では、内側に微小な隙間が発生し強度が低下することがあります。
・密閉性が無いため、液体や圧縮空気を通す用途には向きません。造形物の壁から染み出しや漏れが発生します。
・難燃性指標"UL94"規格のV0クラス認証取得済み。
ULTEM1010:生体適合・耐薬品性ポリエーテルイミド(PEI)
FDMで使用できる樹脂材料のうち最も高い耐熱性、耐薬品性および引張強度を有するスーパーエンジニアリングプラスチックです。
NSF 51食品接触認定を受けた唯一のFDM材料であり、ISO 10993/USPクラスVI認定と生体適合性があります。

| 対応積層ピッチ | 0.254 / 0.330 [mm]
※造形する装置によって異なります。 |
|---|---|
| カラー | ナチュラル |
| サポート材 | ブレークアウェイ |
| 中空構造 | 不可
※サポート材を手作業で除去する為、工具の届かない範囲はサポート材を除去することができません。 |
| 再現可能な最小形状寸法 | 積層ピッチ0.254mmの場合:約1.0mm以上
※リブの高さや穴の深さによっては、再現できないケースがあります。 |
| 質感/感触 | ・積層方向の網模様が目立ちやすく、滑らかな表面は作れません。
・曲面上に積層段差による木目のような模様が出ることがあります。 |
| 応用分野 | 簡易治具、形状確認の試作 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・ABSと比較して表面がやや粗い仕上がりとなります。
・手作業によるサポート除去(ブレークアウェイ)となるため、形状によってはサポート除去が不十分となる可能性が有ります。
・積層方向の強度が他の方向に比べて弱くなります。薄壁・スナップフィット形状を設ける際は造形の向きにご注意ください。
・最小寸法付近では、内側に微小な隙間が発生し強度が低下することがあります。
・密閉性が無いため、液体や圧縮空気を通す用途には向きません。造形物の壁から染み出しや漏れが発生します。
・難燃性指標"UL94"規格のV0クラス認証取得済み。
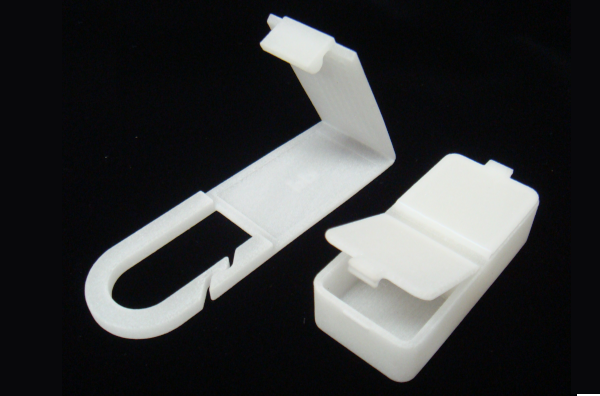
PLA(ポリ乳酸)
「PLA(ポリ乳酸)樹脂」は、生分解性・非毒性で環境にやさしい天然由来の樹脂で、3Dプリンターでは最もメジャーな材料の一つです。汎用性が高く、熱収縮が少なくソリが発生しにくいため、形状確認や治具としての用途で幅広く使われています。
高価格帯の3Dプリンターによる造形品と比べて精度や表面性などは及びませんが、安価に3Dデータを形にすることができます。

| 対応積層ピッチ | 0.2 [mm] |
|---|---|
| カラー | ホワイト / ブラック / レッド |
| サポート材 | ブレークアウェイ / ソリュブル(可溶性) |
| 中空構造 | 可能
※サポート材を取り除くため直径5mm以上の穴が必要となります。 ※モデルの形状次第では、中空内のサポート材が除去しきれない場合もあります。 |
| 再現可能な最小形状寸法 | 積層ピッチ0.2mmの場合:1.0mm以上
※リブの高さや穴の深さによっては、再現できないケースがあります。 |
| 質感/感触 | ・積層方向の網模様が目立ちやすく、滑らかな表面は作れません。
・曲面上に積層段差による木目のような模様が出ることがあります。 |
| 応用分野 | 簡易治具、形状確認 |
【備考】
・積層方向の強度が他の方向に比べて弱くなります。薄壁・スナップフィット形状を設ける際は造形の向きにご注意ください。
・最小寸法付近では、内側に微小な隙間が発生し強度が低下することがあります。
・密閉性が無いため、液体や圧縮空気を通す用途には向きません。造形物の壁から染み出しや漏れが発生します。
・造形時にノズルから射出される樹脂の糸引き(痕跡)が発生する可能性があります。
・レイアウト時にサポートが付着する面が、他の箇所と比べて荒れやすい傾向にあります。
粉末焼結積層造形(SLS)
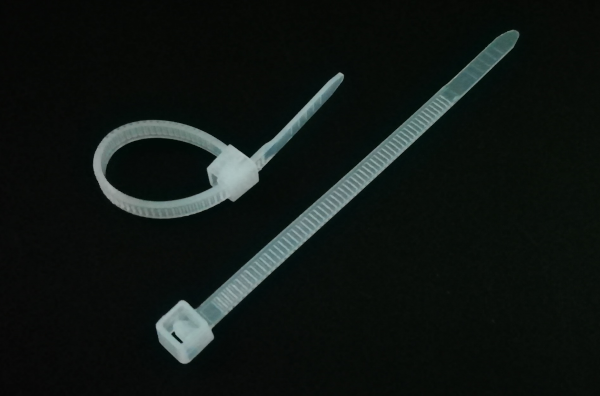
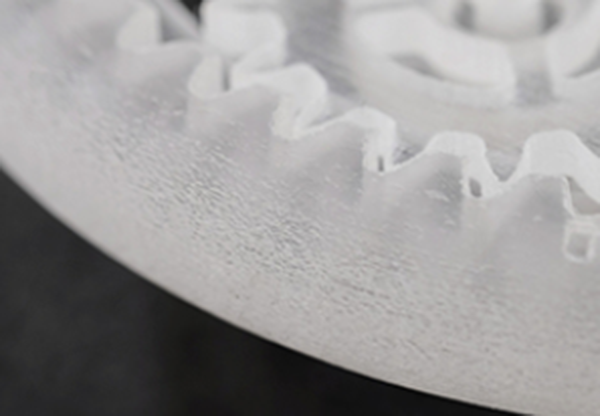
PA12(ナイロン12)
PA12(ナイロン12)は機械部品等によく使用される結晶性の熱可塑性樹脂です。強度・靭性・耐摩耗性に優れ、柔軟性もあるので形状の工夫によりバネ機構などにも応用できます。耐薬品性に優れますが、一方で吸水性があり湿度の影響を受けることがあります。

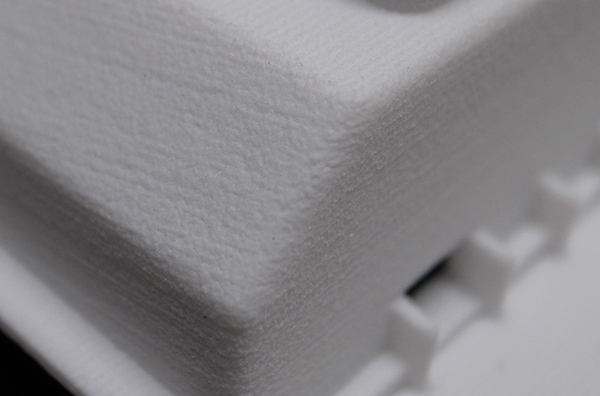 〔部分拡大〕
〔部分拡大〕
| 対応積層ピッチ | 0.1 [mm] |
|---|---|
| カラー | 白 |
| サポート材 | 無し |
| 中空構造 | 可能
※未硬化の粉末を取り除くため直径10mm以上の穴が必要となります。 ※モデルの形状次第では、空洞内部の粉末が除去しきれない場合もあります。 |
| 再現可能な最小形状寸法 | 約0.8mm以上
※リブの高さや穴の深さによっては、再現できないケースがあります。 |
| 質感/感触 | ・表面は粉を焼き固めたザラザラの質感です。
・FDM方式ほどではありませんが、積層段差が発生します。また、造形条件により表面に筋状の跡が残ることがあります。 |
| 応用分野 | 簡易治具、形状確認、高機能試作 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・液体や圧縮空気を通す場合、形状によっては漏れ等が発生する場合があり、その対策として別途含浸処理が必要となります。
・奥まった空洞の内部には、未硬化の粉が残ることがあります。
PA12GB(ナイロン12+ガラスビーズ)
PA12(ナイロン12)の粉末材料にガラスビーズを添加した材料です。
PA12に比べると強度・耐摩耗性に優れますが、柔軟性に劣るため大きな変形が必要な用途には向きません。
| 対応積層ピッチ | 0.1 [mm] |
|---|---|
| カラー | 淡クリーム |
| サポート材 | 無し |
| 中空構造 | 可能
※サポート材を取り除くため直径10mm以上の穴が必要となります。 ※モデルの形状次第では、空洞内部の粉末が除去しきれない場合もあります。 |
| 再現可能な最小形状寸法 | 約0.8mm以上
※リブの高さや穴の深さによっては、再現できないケースがあります。 |
| 質感/感触 | ・表面は粉を焼き固めたザラザラの質感です。
・FDM方式ほどではありませんが、積層段差が発生します。また、造形条件により表面に筋状の跡が残ることがあります。 |
| 応用分野 | 簡易治具、形状確認、高機能試作 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・奥まった空洞の内部には、未硬化の粉が残ることがあります。
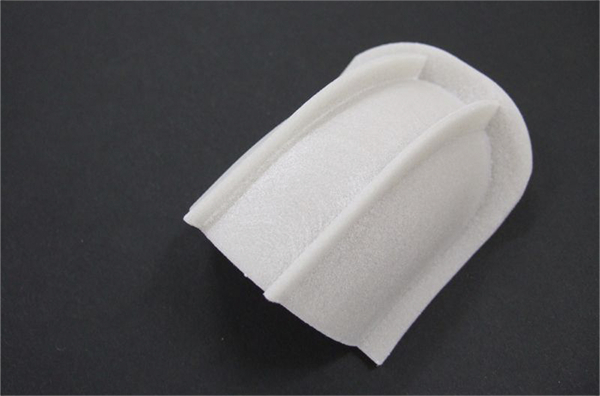
PA11(ナイロン11)
ナイロン12と同じ結晶性のポリアミドです。ナイロン12に比べ、柔軟性が高いのが特徴です。
ヒンジ形状など、大きな変形が必要な部品により適しています。

| 対応積層ピッチ | 0.1 [mm] |
|---|---|
| カラー | ホワイト |
| サポート材 | 無し |
| 中空構造 | 可能
※サポート材を取り除くため直径10mm以上の穴が必要となります。 ※モデルの形状次第では、空洞内部の粉末が除去しきれない場合もあります。 |
| 再現可能な最小形状寸法 | 約0.8mm以上
※リブの高さや穴の深さによっては、再現できないケースがあります。 |
| 質感/感触 | ・表面は粉を焼き固めたザラザラの質感です。
・FDM方式ほどではありませんが、積層段差が発生します。また、造形条件により表面に筋状の跡が残ることがあります。 |
| 応用分野 | 簡易治具、形状確認、高機能試作 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・奥まった空洞の内部には、未硬化の粉が残ることがあります。
PA6 GF(ナイロン6+ガラスファイバー)
ナイロン6にガラスファイバーを混入した材料です。
ナイロン6の粒形が真球であるため、粉末の流動性が良好で、造形品は高密度かつ表面平滑性に優れています。
| 対応積層ピッチ | 0.10 [mm] |
|---|---|
| カラー | こげ茶 |
| サポート材 | 無し |
| 中空構造 | 可能
※サポート材を取り除くため直径10mm以上の穴が必要となります。 ※モデル形状次第では、空洞内部の粉末が除去しきれない場合もあります。 |
| 再現可能な最小形状寸法 | 約0.8mm以上
※リブの高さや穴の深さによっては、再現できないケースがあります。 |
| 質感/感触 | ・表面は粉を焼き固めたザラザラの質感です。
・積層段差が発生します。表面に筋状の跡が残ることがあります。 |
| 応用分野 | 簡易治具、形状確認、高機能試作 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・奥まった空洞の内部には、未硬化の粉が残ることがあります。
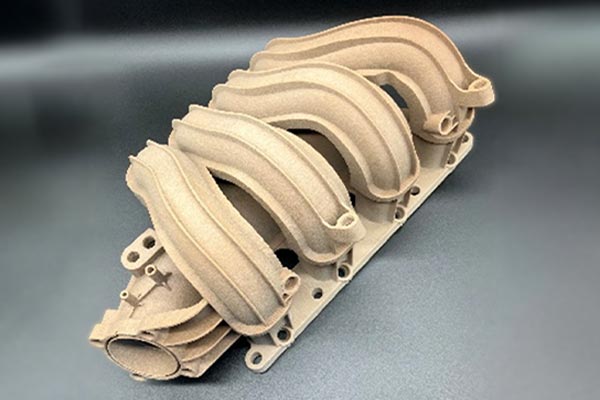
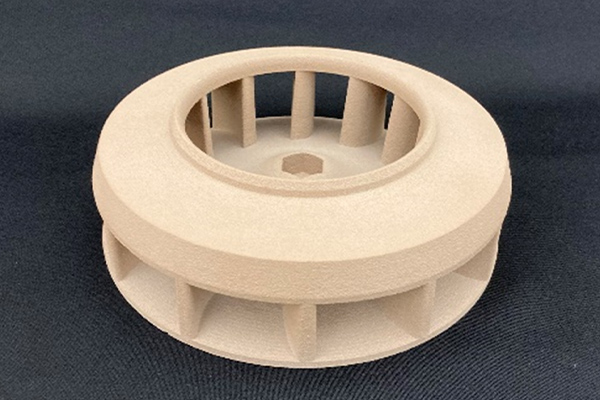
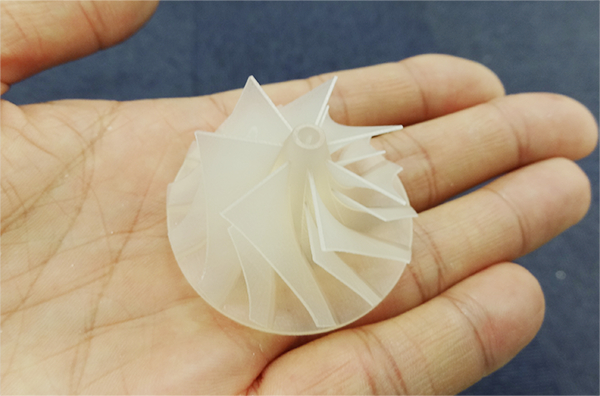
PPS GB(ポリフェニレンサルファイド+ガラスビーズ)
PPS GBは、荷重たわみ温度(@1.8MPa)が224度と非常に高い耐熱性を持ち、機械的強度、耐水性、難燃性、耐薬品性そして絶縁性(高い電気特性)を持つ材料です。
この樹脂は、耐水性・耐薬品性・高強度を活かした水流ポンプのインペラやパイプなどの試作に適しています。
| 対応積層ピッチ | 0.10 [mm] |
|---|---|
| カラー | こげ茶 |
| サポート材 | 無し |
| 中空構造 | 可能
※サポート材を取り除くため直径10mm以上の穴が必要となります。 ※モデルの形状次第では、空洞内部の粉末が除去しきれない場合もあります。 |
| 再現可能な最小形状寸法 | 0.8mm以上
※リブの高さや穴の深さによっては、再現できないケースがあります。 |
| 質感/感触 | ・粉を焼結して固めるため、表面はザラザラの質感になります。
・積層段差が発生します。表面に筋状の跡が残ることがあります。 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・奥まった空洞の内部には、未硬化の粉が残ることがあります。
PP(ポリプロピレン)
PP(ポリプロピレン)は柔軟で強度が高い汎用プラスチックです。折り曲げに対する耐性が強い点が特徴です。
酸・アルカリ・油などの薬品に対して優れた安定性を持ちます。
| 対応積層ピッチ | 0.1 [mm] |
|---|---|
| カラー | ホワイト |
| サポート材 | 無し |
| 中空構造 | 可能
※サポート材を取り除くため直径10mm以上の穴が必要となります。 ※モデルの形状次第では、空洞内部の粉末が除去しきれない場合もあります。 |
| 再現可能な最小形状寸法 | 約0.8mm以上
※リブの高さや穴の深さによっては、再現できないケースがあります。 |
| 質感/感触 | ・表面は粉を焼き固めたザラザラの質感です。
・FDM方式ほどではありませんが、積層段差が発生します。また、造形条件により表面に筋状の跡が残ることがあります。 |
| 応用分野 | 簡易治具、形状確認、高機能試作 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・奥まった空洞の内部には、未硬化の粉が残ることがあります。
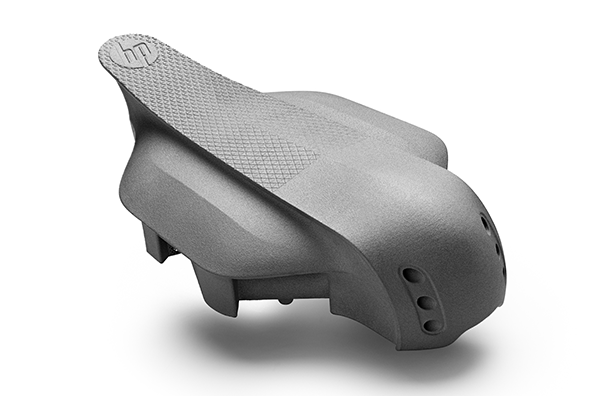
HP Multi Jet Fusion テクノロジー
PA12(ナイロン12)
PA12(ナイロン12)は、強度・靭性・耐摩耗性に優れ、機械部品等によく使用される結晶性の熱可塑性樹脂です。
また、「HP Multi Jet Fusion テクノロジー」によるエージェント噴霧により、粉末焼結積層造形(SLS)のPA12よりも高い寸法精度で造形することができます。

| 対応積層ピッチ | 0.08 [mm] |
|---|---|
| カラー | グレー |
| サポート材 | 無し |
| 中空構造 | 可能
※未硬化の粉末を取り除くため直径10mm以上の穴が必要となります。 ※モデルの形状次第では、空洞内部のサポート材が除去しきれない場合もあります。 |
| 再現可能な最小形状寸法 | 約0.5mm以上
※リブの高さや穴の深さによっては、再現できないケースがあります。 |
| 質感/感触 | ・表面はザラザラの質感です。 ・FDM方式ほどではありませんが、積層段差が発生します。また、造形条件により表面に筋状の跡が残ることがあります。 |
| 応用分野 | 簡易治具、形状確認、高機能試作 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・奥まった空洞の内部には未硬化の粉が残ることがありますので、できるだけ避けてください。
・方式の特性上、造形品に下図のような色ムラが発生する可能性がございます。
光造形(SLA)
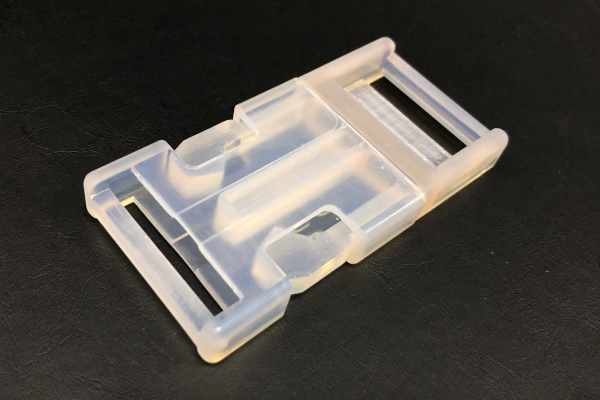
Somos®739:エポキシ系UV硬化樹脂
Somos739は、ABS樹脂よりも靭性が高い材料であり、FDM方式のABS樹脂よりも高い寸法精度で造形することができます。
| 対応積層ピッチ | 0.10 / 0.15 [mm] |
|---|---|
| カラー | 半透明 |
| サポート材 | ブレークアウェイ |
| 中空構造 | 可能
※液状の樹脂を排出させるため、直径10mm以上の穴が必要となります。 ※モデルの形状次第では、中空部のサポートが除去しきれない可能性が有ります。 |
| 再現可能な最小形状寸法 | 0.3mm以上
※リブの高さや穴の深さによっては、上記寸法でも再現できないケースがあります。 |
| 質感/感触 | ・表面は滑らかな仕上がりになります。(積層段差は残ります)
・艶の有る半透明な仕上がりとなります。 |
| 応用分野 | 簡易治具、形状確認の試作、展示用模型 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・長期間光を当てると変色することがあります。(照射される光の強さや造形品の形状によって変色度合いに差があります。)
・光硬化性樹脂はやや脆性的な性質のため、衝撃のかかる用途には不向きです。
Somos®786:エポキシ系UV硬化樹脂
Somos®786は、高い透明性を実現できる材料です。高透明の実現には、表面研磨及びクリア塗装が必要となります。
また、現物サンプルをご提供いただければ、ご希望に合わせた透明色を塗装することが可能です。
詳細は、仕上げ加工をご確認ください。

| 対応積層ピッチ | 0.10 / 0.15 [mm] |
|---|---|
| カラー | 高透明 |
| サポート材 | ブレークアウェイ |
| 中空構造 | 可能
※液状の樹脂を排出させるため、直径10mm以上の穴が必要となります。 ※モデルの形状次第では、中空部のサポートが除去しきれない可能性が有ります。 |
| 再現可能な最小形状寸法 | 0.3mm以上
※リブの高さや穴の深さによっては、上記寸法でも再現できないケースがあります。 |
| 質感/感触 | 表面は滑らかな仕上がりになります。(積層段差は残ります) |
| 応用分野 | 透明カバー、透明容器 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・長期間光を当てると変色することがあります。(照射される光の強さや造形品の形状によって変色度合いに差があります。)
・光硬化性樹脂はやや脆性的な性質のため、衝撃のかかる用途には不向きです。
Somos®712X:エポキシ系UV硬化樹脂
Somos712Xは、光造形用材料の中でも耐衝撃性に優れた材料です。また、Somos®739よりも高い靭性を有しており、ヒンジ形状等の造形に適しております。
| 対応積層ピッチ | 0.10 / 0.15 [mm] |
|---|---|
| カラー | 半透明 |
| サポート材 | ブレークアウェイ |
| 中空構造 | 可能
※液状の樹脂を取り除くため直径5mm以上の穴が必要となります。 ※モデルの形状次第では、中空内の液状の樹脂が除去しきれない場合もあります。 |
| 再現可能な最小形状寸法 | 0.3mm以上
※リブの高さや穴の深さによっては、上記寸法でも再現できないケースがあります。 |
| 質感/感触 | ・他の方式の3Dプリンターと比べて精度が優れている。(積層段差は有ります)
・半透明の仕上がりが標準となります。 |
| 応用分野 | 簡易治具、形状確認の試作 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・光造形は強い衝撃に弱く耐光性も弱い為、保管には注意が必要となります。
・長時間光を当てると変色することがあります。
Somos® PerFORM:UV硬化樹脂
Somos® PerFORMは、光造形用材料の中でも、耐熱性・強度に優れた材料です。この樹脂は、高耐熱性・高強度を活かした高機能な試作評価、高精細性・高表面性・高強度を活かしたコネクタ等の組付け用部品の試作評価や簡易型の代替としての樹脂型への活用、高精細性・高表面性・高剛性を活かした風洞実験用モデルへの活用に適しています。
| 対応積層ピッチ | 0.10 / 0.15 [mm] |
|---|---|
| カラー | オフホワイト |
| サポート材 | ブレークアウェイ |
| 中空構造 | 可能
※液状の樹脂を排出させるため、直径10mm以上の穴が必要となります。 ※モデルの形状次第では、中空部のサポートが除去しきれない可能性が有ります。 |
| 再現可能な最小形状寸法 | 0.3mm以上
※リブの高さや穴の深さによっては、上記寸法でも再現できないケースがあります。 |
| 質感/感触 | 表面は滑らかな仕上がりになります。(積層段差は残ります) |
| 応用分野 | アルミの簡易型代替、風洞実験用部品、高温環境で使用される部品、組付け用部品 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
マテリアルジェッティング(MJ)
VeroClear:アクリル系UV硬化樹脂
光硬化性のアクリル樹脂です。表面は滑らかなマット調の仕上がりです。若干の変形は可能ですが、曲げにはあまり強くなく欠けやすいです。塗装・染色などの後処理が可能です。紫外線による変色や湿気・熱による劣化が起こるため、長期的に使用する部品には使用できません。

 〔部分拡大〕
〔部分拡大〕
| 対応積層ピッチ | 0.016 / 0.030 [mm] |
|---|---|
| カラー | クリア ※完全な透明ではなく、すりガラス状の半透明です。 |
| サポート材 | ソリュブル(可溶性) |
| 中空構造 | 可能
※サポート材を取り除くため直径5mm以上の穴が必要となります。 ※モデルの形状次第では、中空内のサポート材が除去しきれない場合もあります。 |
| 再現可能な最小形状寸法 | 0.4mm以上
※リブの高さや穴の深さによっては、上記寸法でも再現できないケースがあります。 |
| 質感/感触 | ・表面は滑らかな仕上がりになります。(積層段差は残ります)
・光沢の無いマット調の仕上がりが標準となります。 |
| 応用分野 | 形状確認、展示用模型 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・納品状態では完全な透明ではなく、すりガラス状の半透明です。研磨やクリア塗装を行うと透明感が向上します。
・奥まった空洞の内部にはサポート材が残ることがありますので、できるだけ避けてください。また、モデル内部に空洞を設ける場合は、完全に閉じた形状とせずØ10mm以上の穴を開けてください。
・光硬化性樹脂はやや脆性的な性質のため、衝撃のかかる用途には不向きです。
VeroWhite:アクリル系UV硬化樹脂
光硬化性のアクリル樹脂です。表面は滑らかなマット調の仕上がりです。若干の変形は可能ですが、曲げにはあまり強くなく欠けやすいです。塗装・染色などの後処理が可能です。紫外線による変色や湿気・熱による劣化が起こるため、長期的に使用する部品には使用できません。
| 対応積層ピッチ | 0.016 / 0.030 [mm] |
|---|---|
| カラー | 白(乳白色) |
| サポート材 | ソリュブル(可溶性) |
| 中空構造 | 可能
※サポート材を取り除くため直径5mm以上の穴が必要となります。 ※モデルの形状次第では、中空内のサポート材が除去しきれない場合もあります。 |
| 再現可能な最小形状寸法 | 0.4mm以上
※リブの高さや穴の深さによっては、上記寸法でも再現できないケースがあります。 |
| 質感/感触 | ・表面は滑らかな仕上がりになります。(積層段差は残ります)
・光沢の無いマット調の仕上がりが標準となります。 |
| 応用分野 | 形状確認、展示用模型 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・奥まった空洞の内部にはサポート材が残ることがありますので、できるだけ避けてください。また、モデル内部に空洞を設ける場合は、完全に閉じた形状とせずØ10mm以上の穴を開けてください。
・光硬化性樹脂はやや脆性的な性質のため、衝撃のかかる用途には不向きです。
VisiJet™ M3 Crystal:アクリル系UV硬化樹脂
光硬化性のアクリル樹脂です。表面は滑らかなマット調の仕上がりです。
紫外線による変色や湿気・熱による劣化が起こるため、長期的に使用する部品には向きません。
| 対応積層ピッチ | 0.016 / 0.029 / 0.032 [mm] |
|---|---|
| カラー | ナチュラル(半透明) |
| サポート材 | ワックス(溶融除去) |
| 中空構造 | 可能
※サポート材を取り除くため直径5mm以上の穴が必要となります。 ※モデルの形状次第では、中空内のサポート材が除去しきれない場合もあります。 |
| 再現可能な最小形状寸法 | 0.4mm以上
※リブの高さや穴の深さによっては、上記寸法でも再現できないケースがあります。 |
| 質感/感触 | ・表面は滑らかな仕上がりになります。(積層段差は残ります)
・半透明の仕上がりが標準となります。 |
| 応用分野 | 形状確認、展示用模型 |
※「材料物性一覧」はこちらをご覧ください。
※3Dプリンター出力サービス価格体系はこちらをご覧ください。
【備考】
・奥まった空洞の内部にはサポート材が残ることがありますので、できるだけ避けてください。また、モデル内部に空洞を設ける場合は、完全に閉じた形状とせずØ10mm以上の穴を開けてください。
・光硬化性樹脂はやや脆性的な性質のため、衝撃のかかる用途には不向きです。