3Dプリンターの 造形方式の違い
3Dプリンターでは、3D-CADや3D CGのデータを元に一層一層、材料を積層していき造形物を製作しますが、その造形方式には数種類の方式があり、方式ごとに使える材料や造形物のサイズ・特性は異なります。3Dプリンターの導入を検討される際にはまず、どの造形方式が想定している用途に適しているのかを確認する必要があります。
3Dプリンターの造形方式別比較表
| 方式 | 強度 | 微細性 ・審美性 |
造形速度 | 必要付帯設備 |
|---|---|---|---|---|
| MEX / 材料押出法 | ○ | × | △ | なし |
| 光造形(レーザー方式) | △ | ○ | △ | 空調設備・洗浄装置 |
| マテリアルジェッティング | △ | ○ | △ | 空調設備・洗浄装置 |
| バインダージェッティング | × | × | ○ | 粉塵対策 |
| 粉末焼結積層造形(SLS)/(SLM) | ◎ | × | [金属]× [樹脂]△ |
不活性ガス用の設備 |
| 光造形(DLP方式) | △ | ○ | ○ | 空調設備・洗浄装置 |
| HP Multi Jet Fusion テクノロジー | ◎ | △ | ○ | ビーズブラスト機・エアコンプレッサ・防爆掃除機 |
※環境や機種によって必要な付帯設備が変わる場合があります。
MEX / 材料押出
FDM方式という呼称で一般的に認知されている造形方式です。主に熱で溶かした樹脂をノズルから押し出し、積み上げてモデルを造形します。高い耐久性や耐熱性を得やすいので、試作品や治具、簡易型の造形などに適しています。反面、素材を溶かして積み上げていくため、断層が目立ちやすいとうデメリットがあり、表面の滑らかさが求められる造形物の出力には向きません。
なお、「FDM方式」はStratasys社の商標であり、当社からはMEX方式として各社の製品をご紹介しています。
特徴
| メリット |
|
|---|---|
| デメリット |
サポート材とは?
3Dプリンターを使った造形は、底面からモデルが作成されます。サポート材は、そのまま積層する事が難しい右図のような形状を造形する場合に必要となります。もしサポート材がないと、せり出した部分が固化する前に落ちてしまい、目的の造形物を生成する事ができません。サポート材は、モデル造形後に取り除きます。モデル形状や、サポート材の材質により、除去作業の難易度は変わります。 
|
| 素材 | ABS、 PC、 PC/ABS、PPSU、 PLA |


関連商品
SLA / 光造形
液体状の を、紫外線レーザーで一層ずつ硬化させて積層していく方式です。高精細かつ表面の滑らかな造形物を作成することが可能です。SLS同様、大きなサイズの造形が得意です。
紫外線など特定の波長の光によって硬化する樹脂。樹脂の分子が重合することによって、液体から個体に変化する性質を利用して、光造形方式やマテリアルジェット方式の3Dプリンターの素材として用いられる。
特徴
| メリット |
|
|---|---|
| デメリット |
|
| 素材 | 熱可塑性樹脂ライクな
紫外線など特定の波長の光によって硬化する樹脂。樹脂の分子が重合することによって、液体から個体に変化する性質を利用して、光造形方式やマテリアルジェット方式の3Dプリンターの素材として用いられる。 |

関連商品
マテリアルジェッティング
インクジェットヘッドから噴射した樹脂を、紫外線で固めて積層する方式です。高精細で滑らかな表面のモデルを造形しやすく、精度が求められる造形物の出力に力を発揮します。機種によっては複数の素材を選択し、混ぜて使うことも可能。紫外線で硬化する樹脂を使う特性上、造形物は太陽光での劣化が起こりやすくなります。
特徴


関連商品
バインダージェッティング
インクジェットヘッドから光硬化性樹脂を結合材として噴射し、粉末を一層ずつ固めていきます。光硬化性樹脂の色を変えることで、粉末を容易に着色できるため、 デザイン関連の確認やフィギアの製作などに向いています。また、造形速度が速く、未使用の造形材料は次回の造形に再利用して無駄を排除できるため、時間と資源を節約でき、優れたコストパフォーマンスを発揮します。
特徴
| メリット |
|
|---|---|
| デメリット |
|
| 素材 | 石膏パウダー 、樹脂パウダー |


| メーカー名 | バインダージェッティング に対応する主な3Dプリンター |
|---|---|
| 3D Systems | ProJet® 660Pro、 ProJet® 860Pro |
PBF / 粉末床溶融結合
粉末状の素材にレーザーを照射して焼結させる方式です。 この方式では、高精細かつ耐久性のある造形物を製作でき、金属金属素材も使用可能なので、最終製品や鋳型の製造にも用いることが可能です。 また、縦方向に効率的に造形できるため、高速かつ低コストで造形物を製造することができます。大型サイズの造形に適しています。
特徴
| メリット | ・高精細、高耐久な造形ができる ・鍛造に匹敵する造形ができる(金属の場合) ・ 3Dプリンターを使った造形は、底面からモデルが作成されます。サポート材は、そのまま積層する事が難しい右図のような形状を造形する場合に必要となります。もしサポート材がないと、せり出した部分が固化する前に落ちてしまい、目的の造形物を生成する事ができません。サポート材は、モデル造形後に取り除きます。モデル形状や、サポート材の材質により、除去作業の難易度は変わります。
|
|---|---|
| デメリット |
|
| 素材 | ナイロン(SLS) 、金属(SLM) |

| メーカー名 | PBF / 粉末床溶融結合 に対応する主な3Dプリンター |
|---|---|
| 出力サービス | 3Dプリンター出力サービスはこちら |
DLP / 光造形
光造形方式の一種。UVで硬化する液体樹脂に下部からLED光線を当て一層ずつ造形する方式です。DLPシステムで一度にXY方向の樹脂を露光し硬化させる方式のためレーザー露光方式に比べ速い造形を行います。造形物の精度も高く、エッジの立った高精細な造形ができます。
特徴
| メリット |
|
|---|---|
| デメリット |
|
| 素材 | 熱可塑性樹脂ライクな
紫外線など特定の波長の光によって硬化する樹脂。樹脂の分子が重合することによって、液体から個体に変化する性質を利用して、光造形方式やマテリアルジェット方式の3Dプリンターの素材として用いられる。 |

| メーカー名 | DLP / 光造形 に対応する主な3Dプリンター |
|---|---|
| 出力サービス | 3Dプリンター出力サービスはこちら |
HP Multi Jet Fusionテクノロジー
粉末焼結とは異なり、粉末に熱を加えて粉末の樹脂を融合するHP社独自の3D造形技術で、水平方向と垂直方向の強度の差(異方性)を最小限に抑えます。 これにより、最終製品造形に求められる高速で且つ堅牢で高精細な仕上がりを実現し、従来の3D造形方式と比べて格段の生産性と最終部品に必要な靭性と強度、耐衝撃性に優れた製品の造形を可能にしています。
現行の造形材料 PA12/PA12GBに加え、今後、PA11、PPなどへの対応やカラー化など予定されています。
特徴
| メリット |
|
|---|---|
| デメリット |
|
| 素材 | ナイロン |
-
 ①造形材料を敷く
①造形材料を敷くパウダー状の熱可塑性樹脂を敷き詰めます。
-
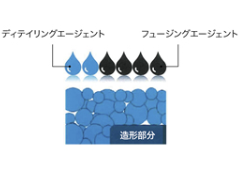 ②フュージングエージェント、
②フュージングエージェント、
ディテイリングエージェントの噴射その上にフュージングエージェント(溶融促進剤)とディテイリングエージェント(表面装飾剤)を毎秒3000万滴で高速噴射します。
-
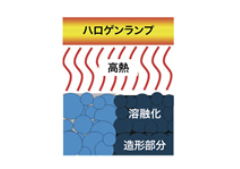 ③加熱エネルギー照射
③加熱エネルギー照射さらに噴射した部分に熱を加え樹脂を溶融します。加熱には数百カ所の温度センサーで温度制御し微細な造形をコントロールしています。
-
 ④繰り返し
④繰り返しレイヤーを敷く工程を繰り返します。




| メーカー名 | HP Multi Jet Fusionテクノロジー に対応する主な3Dプリンター |
|---|---|
| HP | HP Jet Fusion 5200 3Dプリンティングソリューション |
| 出力サービス | 3Dプリンター出力サービスはこちら |
3Dプリンターに関するよくある質問
3Dプリンターの情報を集め始めると、様々な疑問が浮かんでくる方も多いかもしれません。 ここでは、3Dプリンターに関するよくある質問をご紹介したいと思います。
-
 3Dプリンターの価格はどれくらいですか。
3Dプリンターの価格はどれくらいですか。
弊社アンケート結果によると、100万円~500万円の価格帯の商品を導入している企業が多いようです。
3Dプリンターは10万円以下のものから5,000万円以上のものなどその価格帯は非常に幅広いです。
3Dプリンター導入企業293社にアンケートを取った結果としては100万円~500万円の3Dプリンターを導入している企業が約半数を占めていました。
※調査資料は以下より無料でダウンロードいただけます。 -
ものづくり補助金など公的支援制度を活用した導入は可能ですか。
可能です。
「ものづくり補助金」や「中小企業投資促進税制」、「先端設備導入計画」など、3Dプリンターを導入する際、公的支援制度を活用する企業は増えています。詳しくはこちらをご覧ください。 -
3Dプリンターをはじめるには何が必要ですか?
3Dプリンターを利用するためには、3Dデータを作ったり、うまく3Dプリントできるように調整するためのソフトウェアと、実際に出力するための機材や付帯設備が最低限必要となります。付帯設備とは、造形物からサポート材と呼ばれる余分な部分を取り除く装置や、3Dプリンターを安定稼働させるためのUPS(無停電装置)などが含まれます。エントリークラスのプリンターには不要ですが、ある程度大きなプリンターを導入する際は必要になってきます。
詳細は、「3Dプリンターをはじめるためには?」をご覧ください。
-
造形物の強度や精度はどれくらいですか。
素材・材料はもちろん、出力方式によって異なります。
3Dプリンターは素材・材料と出力方式の組合せによって、様々な強度や精度を出力することができます。
試作品として用いられることが多い3Dプリンターの造形物ですが、最終製品に求められる品質を実現することも可能で、医療機器や自動車などの部品として造形物が使われていることもあります。
