ステップ1
造形
プリンター
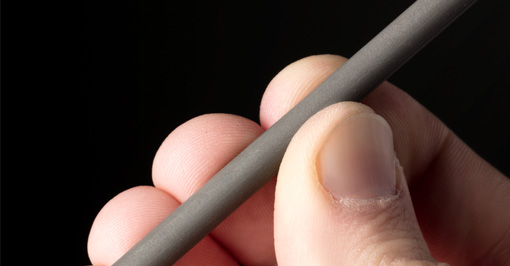
BMD(Bound Metal Deposition™)押出し方式は、MIM(Metal Injection Molding 金属射出成形法)の技術を応用したシステムになります。
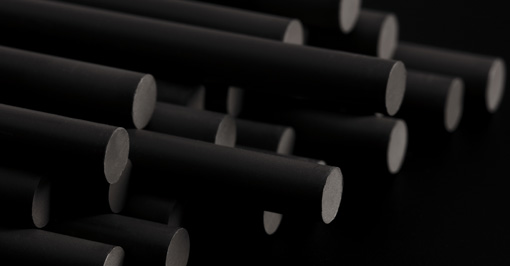
造形は金属粉末とバインダーが混錬された丸棒形状の材料を3Dプリンターで加熱し溶解させ、ノズル部より押し出して積層していきます。
ステップ2
加熱脱脂、焼結
ファーネス(焼結炉)
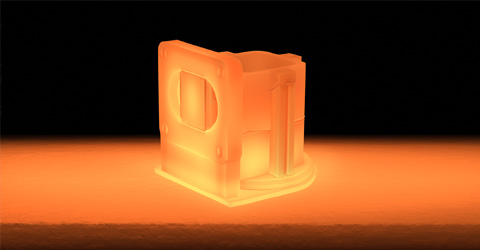
3Dプリンターにより造形されたパーツには、金属とバインダーが混ざっているため、次の加熱脱脂のステップでバインダーを除去し、焼結して金属を固めます。
なお、3Dプリンターにより造形されるパーツは、最終寸法よりも大きく造形されています。これは脱脂後の焼結によりパーツが収縮するためで補正量は自動計算され造形時に反映されます。脱脂によりバインダーが除去された体積分が収縮し溶融に近い温度に加熱された金属は高密度化します。