 出力サービスの見積り依頼
出力サービスの見積り依頼建築模型・土木模型の3Dプリンター活用メリット
- 立体モデルで住民説明や工事説明がスムーズに
- 可視化や指差し確認により、関係者協議や合意形成が迅速化
- 新人・若手技術者でも構造をイメージしやすく、教育にも活用可能

3Dプリンター出力サービス


リコー3Dプリンター出力サービス


【お客様造形事例】
御依頼主:一般財団法人日本建設 情報総合センター(JACIC)様
模型や展示品等、大小問わず多数の造形実績がございます。




BIM/CIM※の活用に伴い、3Dプリントによる模型製作も増えています!
※BIM/CIMとはBuilding / Construction Information Modeling,Managementの略称であり、計画、 調査、設計段階から3次元モデルと部品などの属性情報を組み合わせたBIM/CIM モデルを導入することにより、その後の施工、維持管理の各段階においても3次元モデルを連携・発展させること。また事業全体にわたる関係者間の情報共有を容易にし、一連の建設生産・管理システムにおける受発注者双方の業務効率化・高度化を図ることを目的としています。


リコー3Dプリンター出力サービスが解決!

短納期対応から、最適な素材・造形方式・後加工のご提案まで、
熟練の技術者が3Dプリンターの造形を丁寧にご支援します。
初めてのお客様も、是非お気軽にご相談ください。
3Dプリンター出力サービスを使ってみたいけど、
・造形方式・材料がたくさんあるけれど、何を選べばいいのか分からない
・仕様を満たす材料なのか不安
・3Dプリンターの材料特性は一般的な材料と同じ?
このようなお悩みはありませんか?
リコー3Dプリンター出力サービスでは、熟練の技術者が造形物の用途やご予算に合わせて、最適な造形方式・材料、後加工までご提案します。通常の加工方法(切削/射出成型など)とは異なる、3Dプリントにおける特性を最大限に活かした造形アドバイスなど丁寧にご支援します。
初めてのお客様も、是非お気軽にご相談ください。

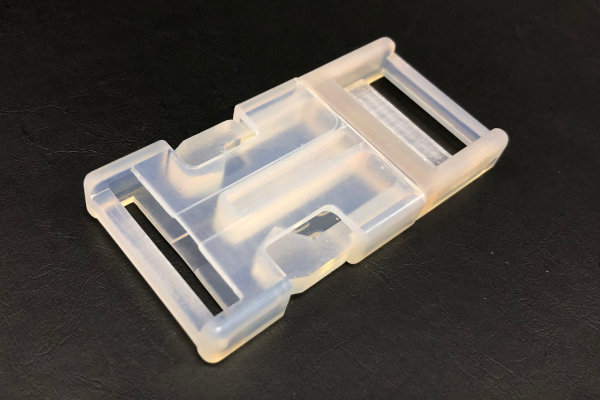
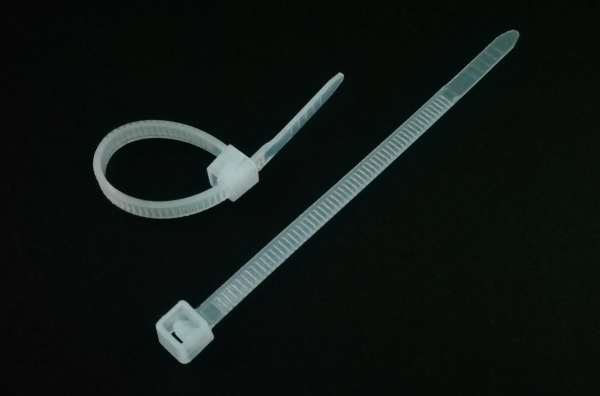
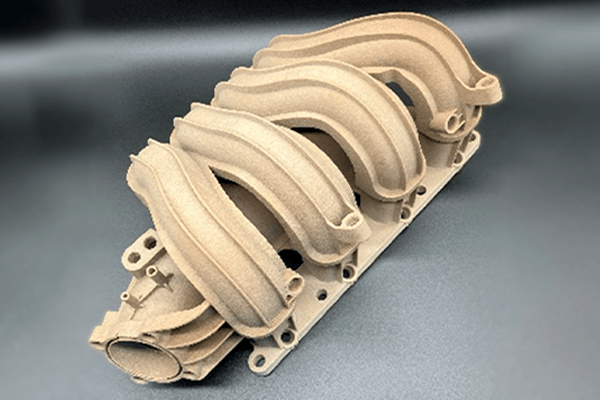
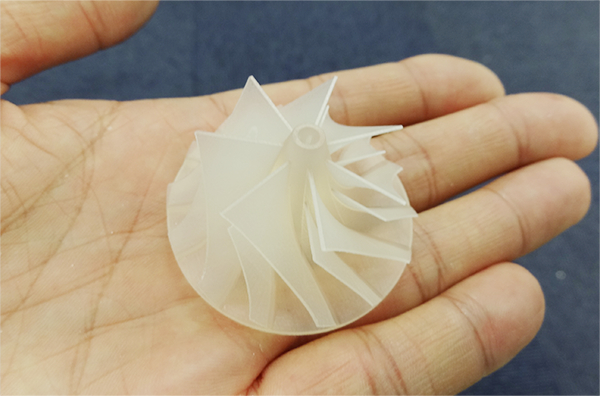
嵌合や組み立てに適した高強度の材料、模型に適した高精細な材料、耐熱温度の高い材料など、豊富な造形材料をご用意。お客様のご要望に合わせた最適な造形材料をご提案致しますが、ご自由にお選びいただくことも可能です。

早急に造形物が必要なお客様へは最適な条件を提案してスピーディに見積り、短納期で出力します。モデル形状やサイズ次第では最短でご注文日翌日に発送も可能ですので、まずはご相談ください。

さらに
リコーだから安心して頼めるサービス
出力サービスを利用していただくときに、お客様の大切な3Dデータ(CADデータやSTLデータ)を一時的にお預かりすることになります。リコーではセキュリティーレベルの高い環境で、データ取扱規約に基づいたデータ運用管理を行っているため、安心してサービスをご利用いただけます。また、造形物の納品後はお預かりしたデータを責任をもって抹消します。

3Dデータは一見立体的に見えても、"面が閉じていない"などのエラーがあると3Dプリンターで造形することができません。3DプリントとCADに精通したリコーのエンジニアが、造形データの様々なエラーの解消を手厚くサポートします。(修正項目が多い場合、別途有料となることがございます。)

リコーだからできる技術サポート
通常の加工方法(切削/射出成型など)とは異なる、3Dプリントにおける特性を最大限に活かした造形上の技術的なアドバイスなど丁寧にご支援します。

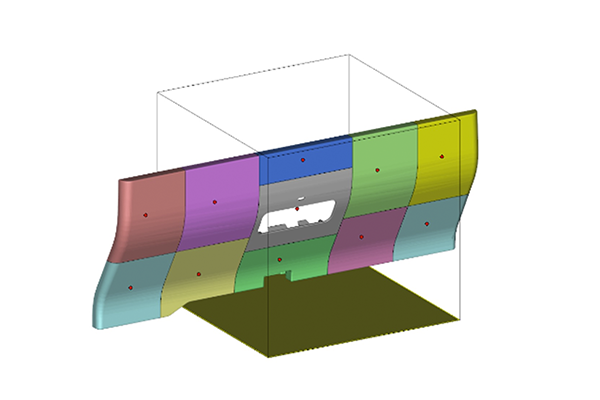
お客様からお預かりした3Dモデルを原寸から3Dプリントの造形サイズに最適となるように修正致します。
例えば、サイズ変更の場合、サイズの縮小に伴って薄肉化した部位を修正します。また、造形に必要な部分のみのデータを切り出したいというご要望も承ります。

3Dデータをそのまま縮小した結果、3Dプリンターでは造形できない厚さとなり、そのまま造形してしまうとその部分の形状が再現されずに欠けてしまい、造形ミスが発生します。
データを縮小して3Dプリンターで造形する場合は、注意が必要です。

専任技術者がデータ縮小をした後に、造形不可能な細かさとなる部分の有無を確認します。
3Dプリンターで造形できない部分(エラー)を発見した場合は、お客様にご報告、データ修正提案を行って、エラーがなくなったことを確認してから造形を行います。

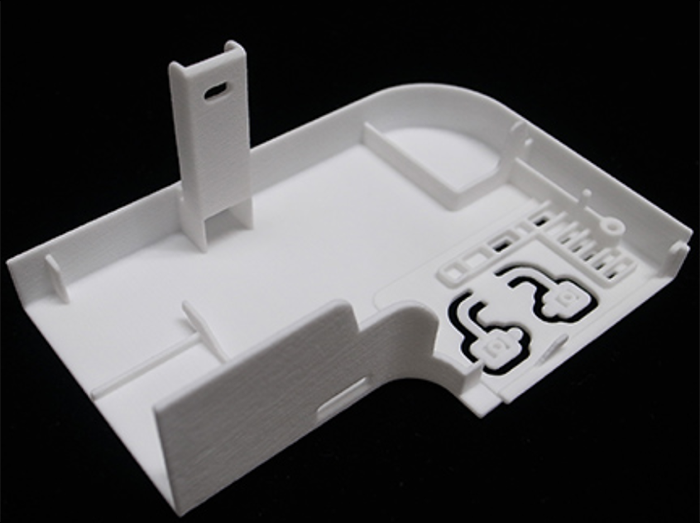
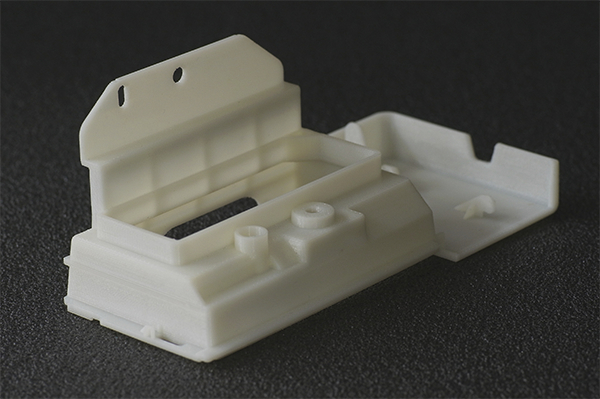
建設コンサルタントとして携わった河川の樋門改修工事に際し、現在設置している樋門と改修後の樋門のそれぞれの模型を3Dプリンターで造形して、改修工事前後の比較、改修工事の進め方の説明、展示会でのご紹介に活用しました。
3Dプリンターで造形した模型を取り囲んで協議ができたので、2D図面等を介しての協議で発生していたイメージの齟齬がなくなりました。柵の設置場所、撤去の順番、建設機械の位置など細かい調整も模型を指差しながら関係者複数人で意見交換ができ、意思疎通のスピードが格段にあがるといった効果を実感しています。
リコー3Dプリンター出力サービスの技術者の方に、3Dデータにエラーがないかのチェックや、実寸モデルのデータからスケールモデルとして縮小したときに3Dプリンターで再現不可能な薄さ・細さの部分がないかのチェックと修正対応をしていただきました。その結果、梯子や手すり、柵といった細かい部分まで再現した模型を得ることができ、大変助かりました。









お見積り依頼後、お客様からお預かりした3Dデータをもとに、熟練の技術者がデータチェック・造形ヒアリングを行い、3Dプリンターの造形方式や造形材料、仕上げ加工の有無などのご提案・お見積させて頂きます。
ご注文後、3Dプリンターで造形してお届けします。
▼横にスクロールできます。
|
方式 |
特長 |
強度 |
微細性・ 審美性 |
最大造形サイズ (WxDxH) |
|---|---|---|---|---|
|
高い耐久性や耐熱性を得やすいので、試作品や治具、簡易型の造形などにおすすめです。 |
○ |
× |
914 x 610 x 914 [mm] |
|
|
耐久性のある造形物を製作でき、また、縦方向に効率的に造形できるため、高速かつ低コストで造形することができます。大型サイズの造形に適しています。 |
◎ |
× |
480 x 480 x 463 [mm] |
|
|
粉末に熱を加えて粉末の樹脂を融合するHP社独自の3D造形技術で、水平方向と垂直方向の強度の差(異方性)を最小限に抑えます。 靭性と強度、耐衝撃性に優れた造形することが可能です。 |
◎ |
△ |
380 x 284 x 380 [mm] |
|
|
もっとも古くからある方式で、高精細かつ表面の滑らかな造形物を作成することが可能です。 |
△ |
〇 |
650 x 850 x 400 [mm] |
|
|
高精細でなめらかな表面のモデルを造形しやすく、精度が求められるようなパーツの造形物の出力に力を発揮します。 |
△ |
〇 |
490 x 390 x 200 [mm] |
3Dプリンターの主要な造形方式5種類、20種類以上の材料をご用意しています。
嵌合や組み立てに適した高強度の材料、模型に適した高精細な材料、耐熱温度の高い材料など、豊富な造形材料を取り揃えております。ご用途に合わせて最適材料での造形もご提案させていただきます。
ご用途やアプリケーションにより最適材料での造形もご提案させていただきますので、お気軽にお問い合わせください。もちろんご自由にお選びいただくことも可能です。
材料押出堆積法/熱溶解積層法(MEX/FDM)

▼横にスクロールできます。
| ABS | ASA | PC-ABS | ナイロン12 | ナイロン12+ カーボンファイバー |
ポリカーボネート | ポリエーテルイミド | ||||
| ABS-M30 | ABS-M30i | ABS-ESD7 | ASA | PC-ABS | Nylon12 | Nylon12CF | PC | PC-ISO | ULTEM
9085 |
ULTEM
1010 |

|

|

|

|

|

|

|

|

|
|

|
| 汎用性 | 汎用性 生体適合性 |
静電気拡散性 | 耐候性 | 耐衝撃性 | 高靭性 耐疲労特性 |
高強度 高剛性 |
耐熱性 | 耐熱性 生体適合性 |
耐熱性 耐薬品性 |
耐熱性 耐薬品性 生体適合性 |
| アイボリー/
黒/白/赤/青 |
アイボリー | 黒 | アイボリー | 黒 | 黒 | 黒 | 白 | 白 | タン | ナチュラル |
光造形(VPP/SLA)

▼横にスクロールできます。
| エポキシ系UV硬化樹脂 | ||
| Somos®739 | Somos®786 | Somos®712X |
|

|
|
| 高靱性 | 高透明 | 高耐衝撃性 |
| 半透明 | 高透明 | 半透明 |
粉末焼結積層造形(PBF/SLS)

▼横にスクロールできます。
| ナイロン12 | ナイロン12+ ガラスビーズ |
ナイロン11 | PA6+ ガラスファイバー |
ポリプロピレン |
| PA12 | PA12GB | PA11 | PA6 GF | PP |
|

|

|
|

|
| 高靭性 | 耐熱性 | 高靭性 | 高剛性 耐熱性 |
高靭性 |
| 白 | 淡クリーム | 白 | こげ茶 | 白 |

HP Multi Jet Fusion
テクノロジー
| ナイロン12 |
|---|
| PA12 |

|
| 高靭性 高精細 |
| グレー |
マテリアル
ジェッティング(MJT/MJ)

| アクリル系UV硬化樹脂 | ||
| VeroClear | VeroWhite | VisiJet™ M3 Crystal |

|

|
|
| 高精細性 | ||
| 半透明 | 白 | ナチュラル |
※上記ほか、高耐熱・高強度材料「Somos® PerFORM」、耐熱性・耐薬品性材料「PPS GB(ポリフェニレンサルファイド+ガラスビーズ)」などもご用意しております。
穴径仕上げ、ネジ加工、研磨、塗装等の様々な仕上げ加工メニューをご用意しておりますので、精度や嵌合性、表面性や色合い等を追求する用途の場合にはご相談下さい。
| 接着 |
モデルを分割して造形し、造形後に接着を行うことにより、
造形エリアサイズよりも大きなモデルも造形が可能になります。 |
|
|---|---|---|
| 切削 | 部分的な加工を加えることで、必要な部分のみの面や寸法精度を向上させることができます。 |
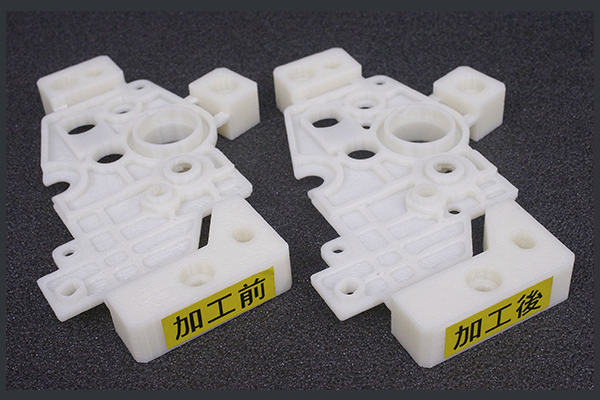
|
| 穴径仕上げ | 穴加工を追加することで穴径や穴間ピッチの精度を向上させることができます。 | |
| インサートやヘリサートを行うことで、ネジ穴の強度や耐久性を向上させることが可能です。 |
|
|
|
|
表面を磨き・塗装・染色することで、実製品に近い質感を得ることが可能です。 |
|
| クリア塗装※ | クリア塗装により高い透明性を再現することが可能です。 ※高透明樹脂(Somos®786)に限ります。 ※表面研磨の有無により、透明性が異なります。 |
|
| 含浸 | FDM方式やSLS方式の造形品には、内部に小さな隙間があり、含浸剤を圧入して硬化させることで、 隙間を埋め、気密性を向上させることができます。 |
|
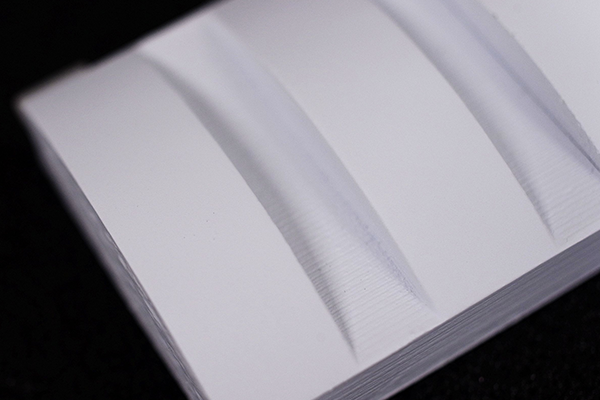
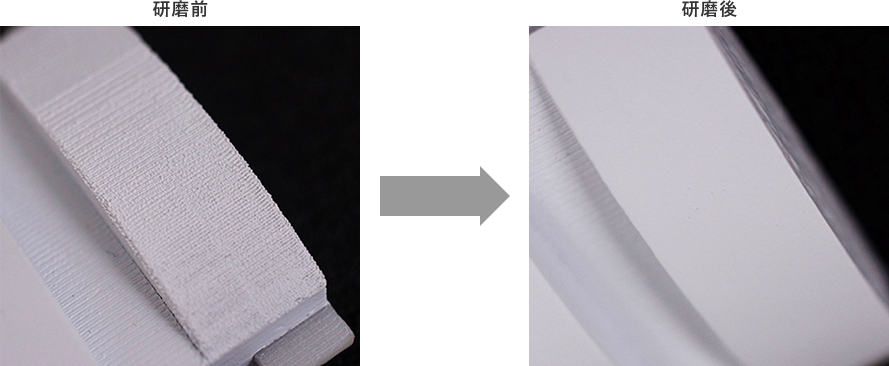
3Dプリンターは、積層ピッチごとに各積層を積み重ねて造形するため、曲面形状等では積層段差が目立ってしまいます。
積層段差を目立たなくさせるためには、造形品の表面を研磨する必要がありますが、造形方式によっては、表面を滑らかにするためにその後の塗装処理まで行うことを推奨させて頂く場合がございます。
▼横にスクロールできます。
| FDM | SLS | HP Multi Jet Fusion テクノロジー |
SLA | MJ | |
|---|---|---|---|---|---|
| 研磨のし易さ | 〇 | △※1 | △※2 | 〇 | △ |
※1)ガラスビーズ入り材料(PA12GB、PPS GB)、ガラスファイバー入り材料(PA6GF)は、研磨対応できない場合があります。
※2)HP(材料色:グレー)の場合、研磨すると黒くなります。
3Dプリンターで造形した場合、造形品の色は材料色そのものとなるため、お好みの色にするために塗装処理が必要になる場合があります。
塗装処理を施す場合、造形材料によっては積層段差が目立ってしまう場合があるため、塗装前に研磨処理やサーフェイサー(下地塗装)を吹かせるといった処理を行います。
(①造形品に直塗装、②研磨+塗装、③研磨+サーフェイサー+塗装)

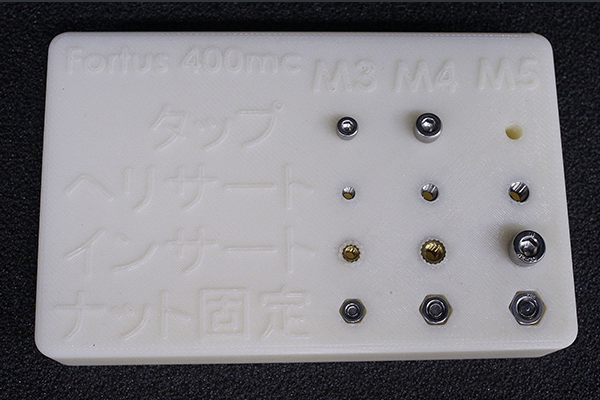
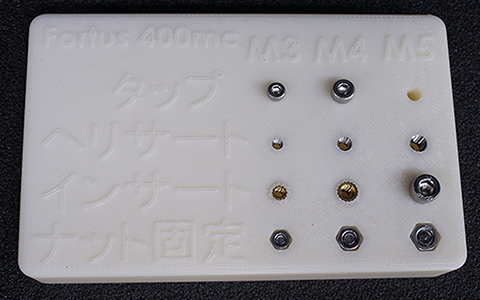
3Dプリンターの造形精度では、細かいネジの形状を再現できない場合や、仮に再現できてもネジ締結の強度に耐えられない場合もあります。
そこで、造形モデルにネジ形状がある場合には、インサート挿入等の後加工処理を推奨しております。
▼横にスクロールできます。
| 加工処理方法 | FDM | SLS | HP | SLA | MJ | 強度/耐久性 | その他特徴 | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| タップ | タップで直接ネジ切り | 〇 | 〇 | 〇 | × | × | 耐久性が最も乏しい | 脆い材料には適用できない | ||||||
| ヘリサート | ヘリサートナットを圧入 | 〇 | 〇 | 〇 | × | × | 強い | 脆い材料には適用できない | ||||||
| インサート | インサートナットを熱圧入 | 〇 | 〇 | 〇 | × | × | 強い | ナット外径が大きく、端部近傍のネジ穴には適用できない場合がある | ||||||
| ナット固定 | ナットを接着剤で固定 | 〇 | 〇 | 〇 | 〇 | 〇 | 弱い | 脆い材料にも適用可能 | ||||||
染色処理は、造形品に色付けするという点で塗装処理と似てますが、次のような違いがあります。
▼横にスクロールできます。
| メリット | デメリット | |
|---|---|---|
| 染色 | ・経年的な色の劣化(色の剥がれ等)が生じ難い ・奥まった場所でも色を付けられる |
・造形材料によっては色の再現性が悪くなる可能性がある※1※2 ・単色での染色しかできない |
| 塗装 | ・材料色による色の制約を受け難い※3 ・形状によっては複数色塗装が可能な場合がある |
・塗装剥がれが発生する可能性がある ・奥まった場所等、塗装できない場合がある |
※1)透明または白系の材料に茶色等の暗めの色で染色すると、黒になってしまう可能性があります。
※2)粉末造形材料の場合、黒染色しても紫色となってしまいます。
※3)黒またはグレーの材料に白等の明るい色で塗装する場合、下地(造形材料色)と混ざった色になる可能性があります。
| 方式 | 材料 | 積層ピッチ | 個数 | 価格 | 単価 | |
|---|---|---|---|---|---|---|
外径寸法:62.0×134.3×55.8[mm]
平均肉厚:1.5[mm] 堆積ピッチ:0.08mm |
MEX/FDM | ABS-M30 | 0.254mm | 1個 | ¥42,000 | ¥42,000 |
| 5個 | ¥77,000 | ¥15,400 | ||||
| 10個 | ¥122,000 | ¥12,200 | ||||
| VPP/SLA | Somos®786 | 0.1mm | 1個 | ¥59,000 | ¥59,000 | |
| 5個 | ¥98,000 | ¥19,600 | ||||
| 10個 | ¥134,000 | ¥13,400 | ||||
| PBF/SLS | PA12 | 0.1mm | 1個 | ¥82,000 | ¥82,000 | |
| 5個 | ¥124,000 | ¥24,800 | ||||
| 10個 | ¥163,000 | ¥16,300 | ||||
| HP Multi Jet Fusion テクノロジー |
PA12 | 0.08mm | 1個 | ¥48,000 | ¥48,000 | |
| 5個 | ¥73,000 | ¥14,600 | ||||
| 10個 | ¥118,000 | ¥11,800 |
造形価格の一例になります。
造形物や用途等により価格が異なりますので、お気軽にご相談ください。
標準でサポート除去まで行います。(標準料金に含まれます)
①材料押出堆積法/熱溶解積層法(MEX/FDM):4~8営業日
②マテリアルジェッティング(MJT/MJ):4~8営業日
③粉末焼結積層造形(PBF/SLS):6~10営業日
④光造形(VPP/SLA):4~9営業日
⑤HP Multi Jet Fusion テクノロジー:4~9営業日
※ご依頼される造形品のサイズや数量によって納期が変動致します。詳細は造形相談時にご連絡致します。
※設備の稼働・空き状況によって納期が変動致します。お急ぎの場合は別途ご相談下さい。
3Dデータの場合、Parasolid形式(.x_t)またはSTEP形式(.stp) での入稿を推奨しています。
こちらの2形式への変換が出来ない場合は、下表に記載の形式でも承ります。
その他の形式(STL形式・OBJ 形式を含む)については、個別にご相談となりますが造形をお受けできないケースがあります。
| アプリケーション | CATIA | Solidworks | NX | Creo(Pro/E) | Autodesk Inventor® |
|---|---|---|---|---|---|
| ネイティブファイル(拡張子) | .CATPart | .sldprt | .par | .prt.∗ | .ipt |
| 中間ファイル | 推奨:Parasolid形式(.x_t) / STEP形式(.stp)※対応可能:STL形式(.stl)/ OBJ 形式(.obj)※1 | ||||
| メーカー | Dassault Systemes | SIEMENS | PTC | Autodesk | |
※1 4形式とも不可の場合のみIGESでもお受け致します。
また、サービス利用後のデータの取扱いはどのようになっていますか?