リコー3Dプリンター出力サービスとは
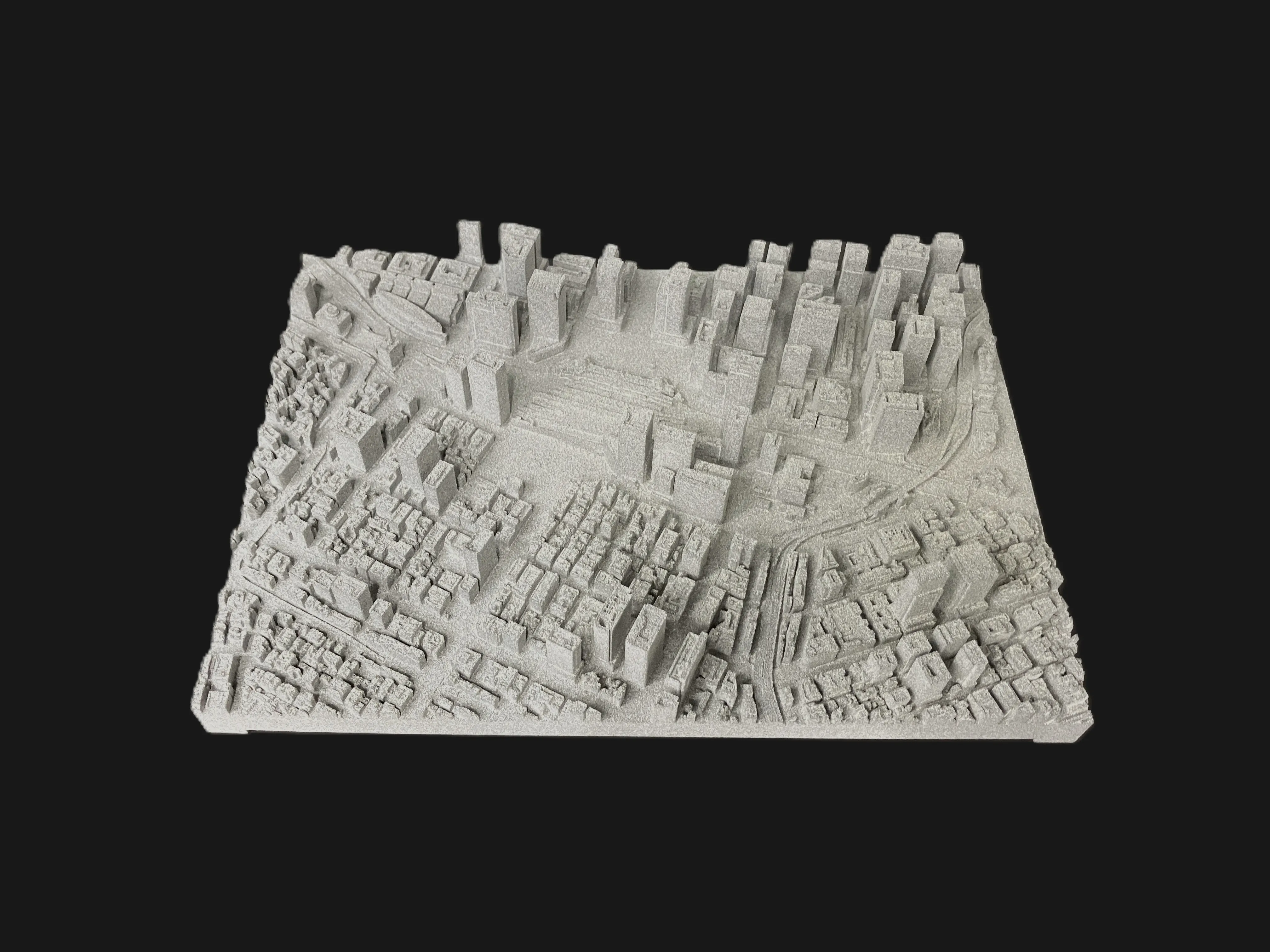
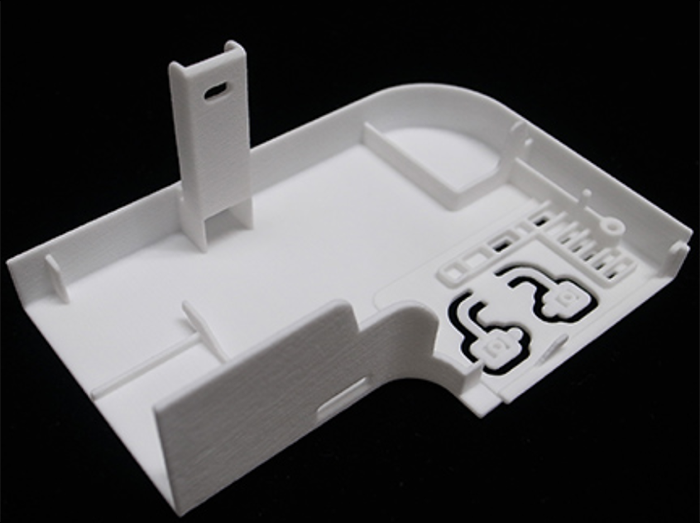
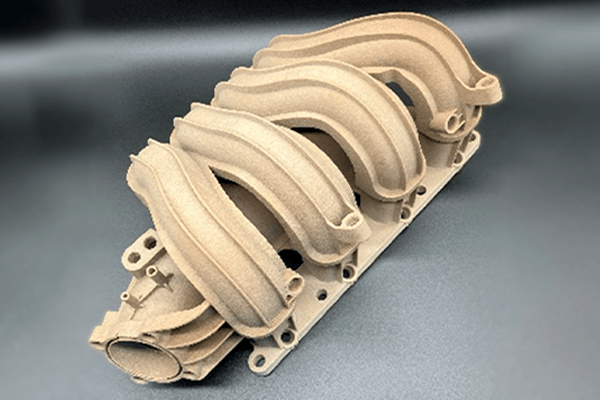
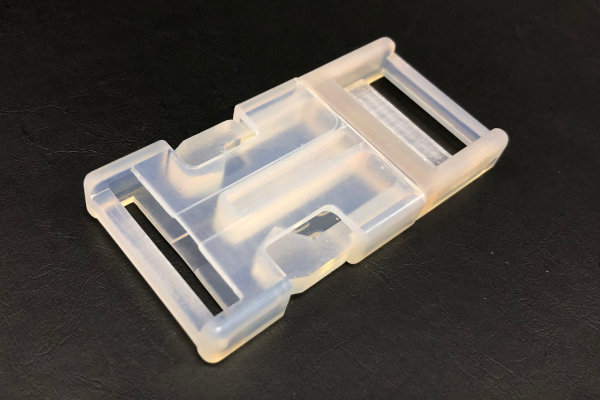
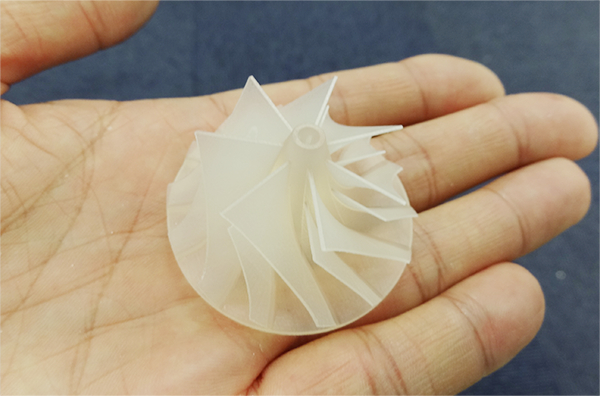
お客様からお預かりした3Dデータを、熟練の技術者が3Dプリンターで出力してお届けするサービスです。切削や射出成型等の既存工法では実現が難しい形状のデータを造形されたい方、あるいは試作や治具製造の新たな外注先を検討されているお客様は是非ご検討ください。また3Dプリンターを既に保有されているお客様に対しても、大型造形、高い精度・強度での造形、PP・PA11・PA12など希望する材料での造形などに対応した機種で、思い通りの造形を実現するためにきめ細やかな技術サポートを行っております。
こんなお客様におすすめ
- 様々な材料、機種があり、
どれが適しているかわからない - より高度な造形ができる
パートナーを探している - 機密情報である3Dデータを
預けるのには不安がある - 3Dプリントの仕上がり品質に
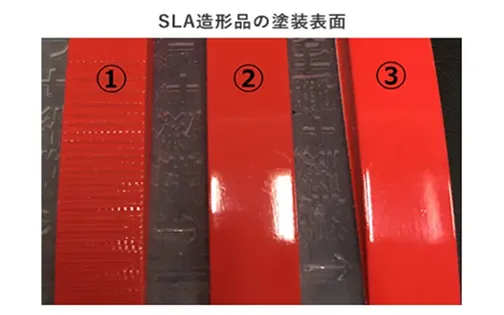
満足できない